



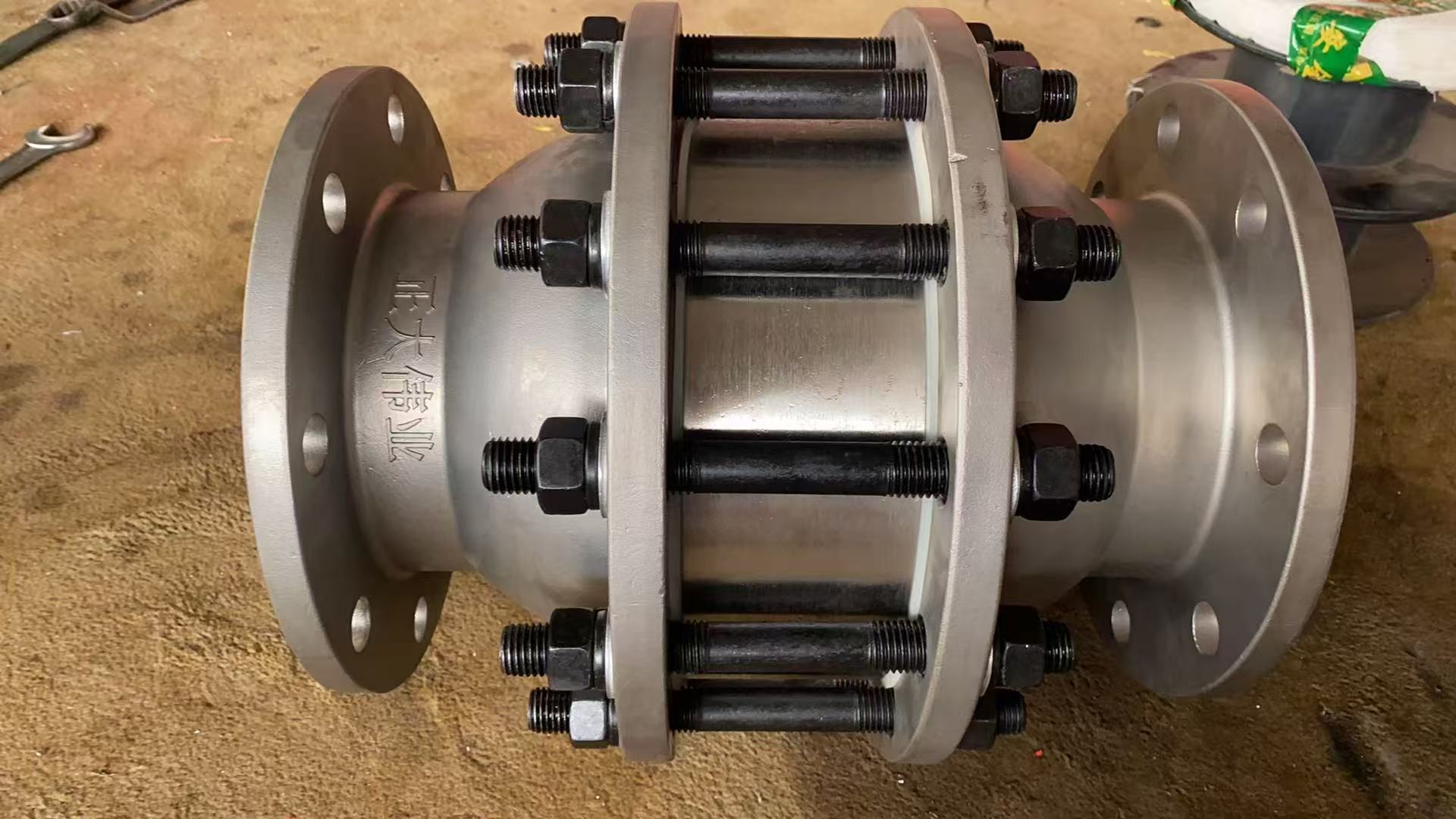
Pare-flammes à détonation en ligne
Débit maximal, faible perte de charge
Facile à nettoyer, peu sujet au colmatage, entretien réduit
Port de détection de température standard
Barrière coupe-feu amovible et facile à installer pour une inspection et un entretien aisés
Structure bidirectionnelle
Bride compatible avec les normes ANSI, DIN et HG/T20592~20635-2009
La fonction principale d'un pare-flammes n'est pas la réduction de la pression, mais l'arrêt de la flamme. Il contient un composant interne spécial (généralement un « élément pare-flammes » composé de bandes métalliques ondulées ou de plaques parallèles) comportant un grand nombre de canaux étroits.
Son principe de fonctionnement est le suivant : grâce à la conductivité thermique du matériau métallique et à l’effet d’extinction des canaux étroits, la chaleur de la flamme est rapidement dissipée. Ceci empêche la flamme d’atteindre la température nécessaire à la combustion lors de son passage à travers le pare-flammes, provoquant ainsi son extinction d’un côté et empêchant sa propagation de l’autre.
Une analogie simple : c’est comme un « filtre à flammes » très efficace qui ne laisse passer que le gaz et la pression, tout en capturant et en éteignant les flammes.

Pare-flammes de transition déflagration-détonation (DDT) / Pare-flammes de détonation
Fonction : Empêche la propagation des flammes de détonation. La détonation désigne une onde de combustion supersonique accompagnée d'ondes de choc intenses, extrêmement destructrice. La pression et la vitesse d'une onde de détonation sont bien supérieures à celles d'une déflagration.
• Caractéristiques : Sa structure est plus robuste que celle des pare-flammes à déflagration, ce qui lui permet de résister à des pressions et des forces d’impact extrêmement élevées. Il est généralement plus lourd et plus cher.
Processus de production des pare-flammes
Les pare-flammes servent à prévenir la propagation des flammes et à protéger les équipements. Ils sont couramment utilisés dans des secteurs tels que la pétrochimie et les gazoducs. Un contrôle rigoureux de chaque étape du processus de production est indispensable pour garantir l'efficacité des pare-flammes conformément aux normes.
1. Préparation préliminaire
Avant la production, les exigences du client sont clairement définies et le type de pare-flammes est déterminé. Les types courants comprennent les pare-flammes à plaques ondulées, à treillis métallique et à garnissage. Les matériaux sont sélectionnés en fonction de l'application ; il s'agit généralement de métaux résistants aux hautes températures et à la corrosion, tels que l'acier inoxydable, l'alliage d'aluminium et l'alliage de cuivre. Après l'approvisionnement en matériaux, des contrôles de composition, d'épaisseur et de résistance sont effectués afin de garantir leur conformité aux normes industrielles. Par exemple, les plaques en acier inoxydable doivent répondre aux exigences de la norme GB/T 4237, avec une résistance à la traction d'au moins 520 MPa.
2. Traitement et mise en forme
Les matériaux sont découpés aux dimensions prévues, avec une précision de ±0,5 mm. Pour les pare-flammes à plaques ondulées, une presse hydraulique est utilisée pour gaufrer les ondulations selon un angle spécifique, avec une profondeur d'ondulation d'environ 1 à 2 mm et un espacement uniforme. Pour les pare-flammes à treillis métallique, une machine à tisser est utilisée pour entrelacer les fils métalliques ; l'ouverture du treillis est ajustée en fonction de la vitesse de la flamme, généralement entre 0,15 mm et 0,5 mm. Pour les pare-flammes à garnissage, des particules métalliques ou des billes de céramique sont insérées dans l'enveloppe, la densité de remplissage devant atteindre 1,2 à 1,5 tonne par mètre cube.
3. Assemblage du noyau pare-flammes
Des plaques ondulées ou des treillis métalliques sont empilés et placés dans l'enveloppe. Des goupilles de positionnement permettent de fixer les couches et d'éviter tout désalignement. Pour les pare-flammes à garnissage, un compactage par vibration est effectué après le remplissage afin de minimiser les interstices. Lors de l'assemblage, l'étanchéité des joints soudés de l'enveloppe est contrôlée et un détecteur d'hélium est utilisé pour mesurer le débit de fuite, qui doit être inférieur à 0,01 cm³/s.
4. Traitement de surface
L'enveloppe extérieure du pare-flammes est sablée pour éliminer la rouille, puis recouverte d'une peinture résistante aux hautes températures. L'épaisseur du revêtement est de 80 à 120 microns et il doit résister à un test de brouillard salin de 48 heures sans s'écailler. Le noyau interne du pare-flammes est soumis à un traitement de passivation afin de prévenir l'oxydation du métal. Les pare-flammes utilisés dans certains environnements spécifiques nécessitent un nickelage électrolytique pour renforcer leur résistance à la corrosion.
5. Tests de performance
Les pare-flammes doivent réussir l'essai de protection contre les explosions et l'essai de résistance au feu. Lors de l'essai de protection contre les explosions, un mélange propane-air est enflammé afin d'observer la pénétration de la flamme. L'essai de résistance au feu consiste en une combustion continue pendant 2 heures, la température de l'enveloppe ne dépassant pas 400 °C. Les données d'essai sont enregistrées et les produits non conformes sont retravaillés ou mis au rebut.
6. Contrôle qualité et emballage
Les produits conformes sont étiquetés avec des informations telles que le modèle, la date de production et les normes de mise en œuvre. Lors de l'emballage, le pare-flammes est enveloppé de mousse de coton et des marquages antichoc sont imprimés sur le carton extérieur. Avant l'expédition, les informations de la commande sont vérifiées afin d'éviter toute erreur de modèle ou de quantité.
7. Précautions
L'atelier de production doit être correctement ventilé et la concentration de poussières métalliques doit rester inférieure à 4 mg/m³. Le port d'équipements de protection individuelle est obligatoire pour les employés, qui doivent également suivre une formation régulière sur les consignes de sécurité. Les déchets sont triés et recyclés, et les eaux usées de décapage ne sont rejetées qu'après neutralisation, conformément aux normes en vigueur.
La fabrication de pare-flammes peut paraître simple, mais en réalité, chaque détail influe sur leurs performances finales. Par exemple, un écart de 2 degrés dans l'angle des plaques ondulées peut réduire l'efficacité du pare-flammes de 30 % ; une erreur de 0,1 mm dans l'ouverture du treillis métallique peut permettre aux flammes de pénétrer directement. Un fabricant a un jour utilisé un alliage d'aluminium de mauvaise qualité pour réduire ses coûts, ce qui a entraîné la fusion de la coque lors du test de résistance au feu et provoqué un grave accident.
L'entretien régulier des équipements de production est également essentiel. Les capteurs de pression des presses hydrauliques sont étalonnés trimestriellement et les galets de guidage du fil des métiers à tisser sont lubrifiés mensuellement avec de l'huile haute température. La salle de contrôle qualité est équipée d'instruments de précision, tels que des caméras thermiques infrarouges et des analyseurs de gaz, dont la précision est vérifiée annuellement par des organismes tiers.
Les besoins de personnalisation des clients sont croissants. Par exemple, les pare-flammes utilisés sur les plateformes offshore nécessitent une couche de galvanisation supplémentaire, et ceux utilisés dans les raffineries de pétrole doivent être équipés de dispositifs d'alarme de pression différentielle. La ligne de production réserve 10 % de sa capacité de production flexible afin de faciliter des ajustements rapides du processus.
La concurrence industrielle s'oriente progressivement vers l'innovation technologique. Certaines entreprises ont mis au point des pare-flammes autonettoyants qui éliminent les dépôts de carbone par vibrations ultrasoniques ; d'autres utilisent l'impression 3D pour fabriquer des noyaux de pare-flammes aux structures complexes, ce qui accroît l'efficacité de 15 %.
Fabriquer un pare-flammes, c'est comme concevoir un bouclier pour protéger des vies : il doit être robuste et fiable, tout en étant parfaitement adapté aux besoins. D'une simple plaque de métal à une barrière de sécurité, sa fabrication repose sur le contrôle rigoureux de plus de 20 procédés. La prochaine fois que vous passerez devant ces canalisations gris argenté dans une usine chimique, vous penserez peut-être à ces pare-flammes qui fonctionnent en silence. Avec leurs structures de précision mesurées au millimètre près,
Spécifications du produit
Modèle |
Taille |
Groupe Gaz (IEC/NEC) |
6400 |
1"(DN25) ~ 40"(DN1000) |
II A/D |
Matériels
Modèle |
Cas |
Barrière coupe-feu |
Pare-flammes à détonation en ligne 6400 |
acier au carbone 304316L Alliage Hastelloy |
Alliage Hastelloy 304316L |
Où doit être installé chaque équipement d’un atelier chimique complet ?
Un disque de rupture est installé sur le réacteur pour éviter toute surpression physique.
• Un pare-flammes est installé sur le tuyau d'échappement du réacteur pour éviter le retour de flamme.
• Si la cuve de réaction présente un risque d'explosion de poussières, un dispositif de ventilation sans flamme peut être installé pour assurer à la fois la décompression et l'extinction des flammes.
• Un pare-flammes terminal est installé à la sortie de la soupape de ventilation du réservoir de stockage de solvant dans l'atelier afin d'empêcher les sources d'inflammation externes (telles que la foudre) de pénétrer dans le réservoir de stockage.




